Nova Green is the leading provider of smart, sustainable solutions for catering and food manufacturing industries, driving increased prodctivity, food safety and infection prevention through the integration of new technology enabled service and systems, ultimately enhancing our customers and user experience.
We forged our reputation as reliable supplier in UAE.
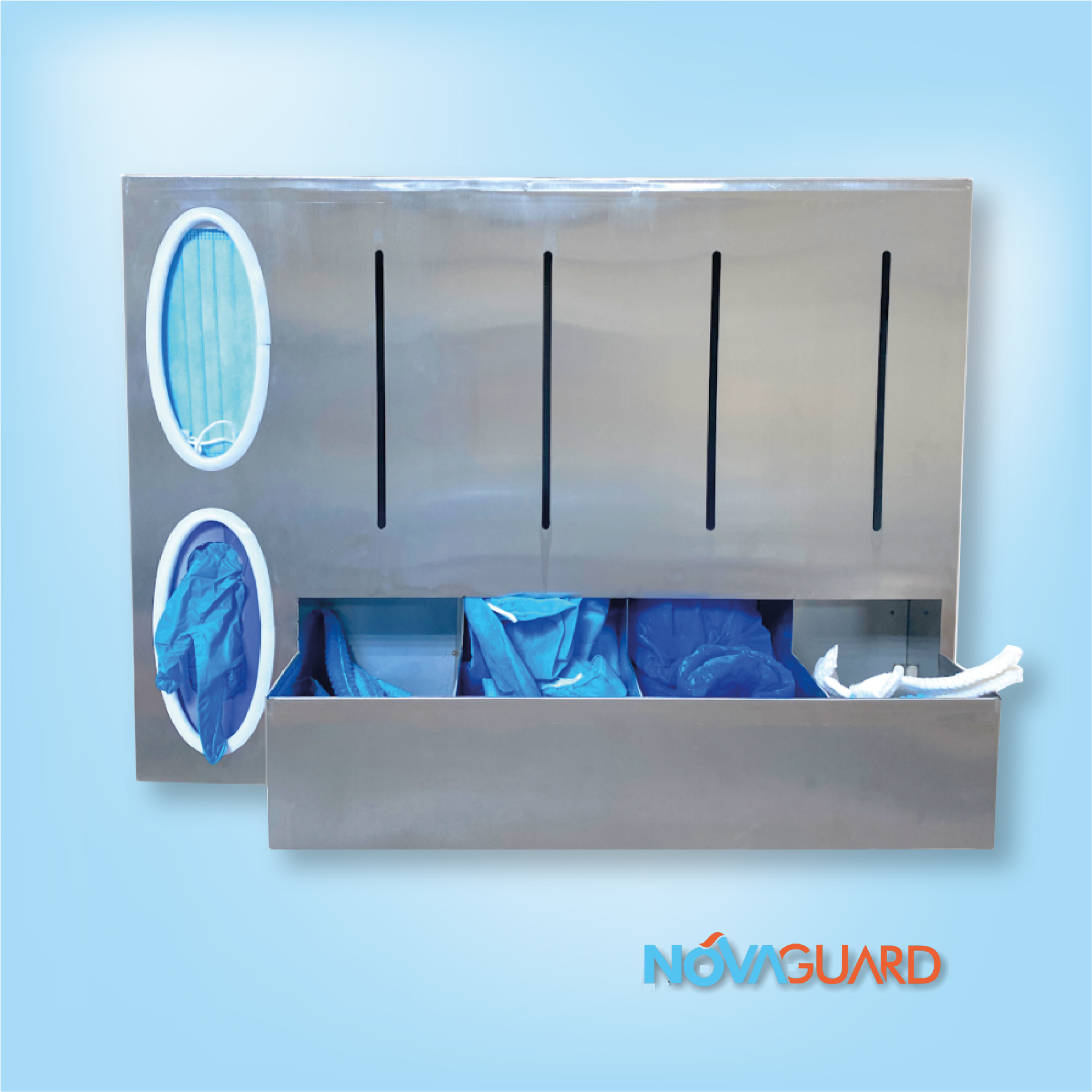
Protect food maufacturing facilities with the latest food safety proucts.
To be the leading supplier of food safety products in the region.
8
1500
1280
3020
Nova Green is the leading provider of smart, sustainable solutions for catering and food manufacturing industries, driving increased Productivity, Food Safety and Infection prevention through the integration of new technology-enabled services and systems, ultimately enhancing our customers end user experience .Our products are designed to meet the food manufacturing industry standards like HACCP, ISO22000 & BRC.
We are available both on chat service as well as email service.
We strive to bring the latest products to the market.
Call us anytime for support on mobile/whatsapp/chat.
Our products are finest quality and brings ease to the customers.